I am working to create a post processor to go from Siemens NX to mach3 to our new plasma cutter. I have done this for the router in our shop (using mach3 on it’s controller), but I’m not familiar with the G and M code sequence for plasma cutting. Are there any examples for this. Just a simple program that creates a circle or square with proper beginning and end sequences would be fine.
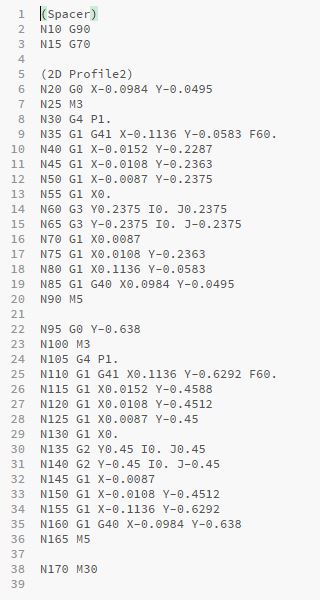
Here is the G Code out of Fusion 360 post processing for a simple spacer that I cut (basically a washer) with an inside and outside cut. Mach 3 changes the code a lot, so I don’t know exactly what you need, but it sounds like you you have Mach3 so can import this to get see what you get.
Sorry I couldn’t just upload the TAP file here, but you can copy the text below and add the numbers as in the pic. BTW, the start point on this is in the center of the piece.