One of the online videos references a table that shows speeds for cutting different thicknesses of materials. But I can’t locate anything. I have the viporweld 30. And documeents that anyone has telling me how fast to cut, amps, etc? Struggling on this point!
Yeah, it’s not been developed yet. I believe Razorweld was going to do it but then didn’t. Langmuir is busy getting machines out the door so hasn’t done it themselves yet.
I’ve been collecting info from posts here and adding them to a Google Sheet but it’s RW45 so far. Hadn’t seen much from 30A users yet.
Check it out here:
2 Likes
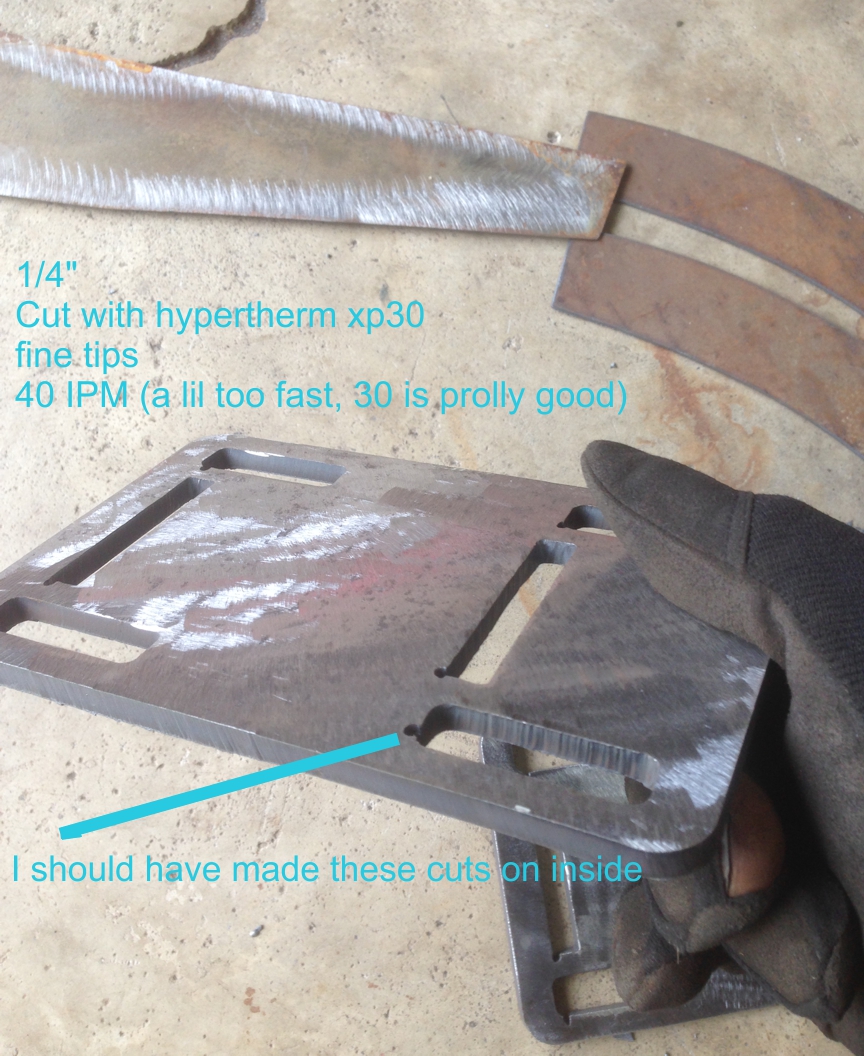
I don’t have a VW30 but I have a hypertherm xp30 I haven’t dialed in all the cut feed rates but some things will differ, such as tips, off contact etc. But… 1/8 they call for around 110ipm which I would slow down. I just cut some 1/4" mild steel and I ran at 40imp but had to slow it down in Mach, so I will be trying to program the 1/4 at 30imp and try that. I was running fine tips.
2 Likes

hey guys I was on here last night and I took the advice from James hatch and looked at his spreadsheet he put together I had really good cuts very little dross on the back easy to come off and it was cutting along and cutting along and then all the sudden I quit cutting and I cannot refire so I take my torch apart and find out that my electrode is pretty much welded to the inside of my tip I don’t understand why this happened other than I do not have an air dryer a refrigerated dryer on my compressor I do have a desiccant 3 step dryer if that’s what you want to call it but I did order a dryer and it should be here this week I’m assuming I have too much moisture in my system and it is causing it to Arc against itself any input or information would be greatly appreciated I’m using a razor weld 30 at 30 amps 75 PSI this is 16 gauge sheet metal that I was working on and I’m cutting at 110 min with a feeding rate and feed out rate at 75
Oh and by the way let me clarify I’m not throwing any blame whatsoever I have had this happen in the past while I was trying to figure some of this out on my own the rates that I went to from this before I had very heavy dross and very shity cuts these cuts are the best I’ve had but then I have this issue just wanted to clarify that there was no blame or fault being thrown
1 Like
Did you check your torch height?
Also if you saw a lot of sparks coming up off the top of the material, you will want to slow it down. I’ve seen numbers as slow as 40ipm on 16ga at 30W reported here.
1 Like
Yes I got the tight detail figured out just to tight can’t do it …and I agree on slower but seems I get to hot and warp or and get excessive dross…torch height set at .060 .065 untill it warps from the heat
Assuming drier air will help possibly ? U think I could go to .100 on height ?
Dry air and good flow is also key. The warping you can minimize by using a water table with the water level up to about a half inch below the slat tops so it splashes up onto the material but not so much it’s all over the floor. You can also order the paths so it doesn’t do them all right next to each other. Definitely the toolpaths on different parts of the design rather than let the machine do them in the shortest path. That gives it a bit of time to cool off in between cuts.
1 Like
Thanks James I really appreciate your input I do have the water table and now that I think about it my water level was a little bit low on this last time that I ran I just found out last night that I can pick the order that my tool runs in 360 I have not tried to do that yet as soon as my consumables get here and I get back from the holiday I’m going to try that next thanks again also but then my air dryer should be here hopefully that solves a lot of my issues
1 Like
Does it actually hurt the tip meaning the cap and the electrode if the water is splashing up on top of the material and hits the electrode?
Nope. It actually helps cool the tip ![]()
Similar to the postflow that happens with the air continuing after the arc shuts off. That’s there to cool the tip too.
1 Like
Great thanks James I’ll get my dryer up fill my pan a bit more and direct my tool path …have a great Holliday
1/4" is too thick for fine cut tips. 10 gauge is all the thicker my chart goes to and I’ve got the 45xp
1 Like
Iv cut plenty of 1/4" with fine tip consumables on the hyp xp30. I think the chart you are reading is for 110v voltage, as my book doesn’t give any fine tip 220v cut rates. I cut at at 26-30ipm on 3/16 and 20ipm on 1/4.
1 Like
No. My cutter won’t run on 110v.
Is anybody cutting anything smaller than 16 GA. Like 18, 20 or 22 GA.?
1 Like
I did 22 ga steel. I updated the Razorweld Google settings sheet with speed & power.
1 Like
I checked the sheet only see a 26 gauge galvanized steel entry?
I see everything is listed using the .060 / big shim?
As far as I understand the big shin is for anything over 1/4 “
And the smaller shim is for the smaller sheet?
Big shim used on the thicker steel to keep the excess clearance for splash and material dross flash from contacting the tip …
At least
Sorry - you’re right. I used 26ga on that last project. I was going to use 22ga but I grabbed the 26 instead.
The shims though are .06" and .122" (per my measurements). So the “big” one is the .122" shim and the .06" is the thin shim.